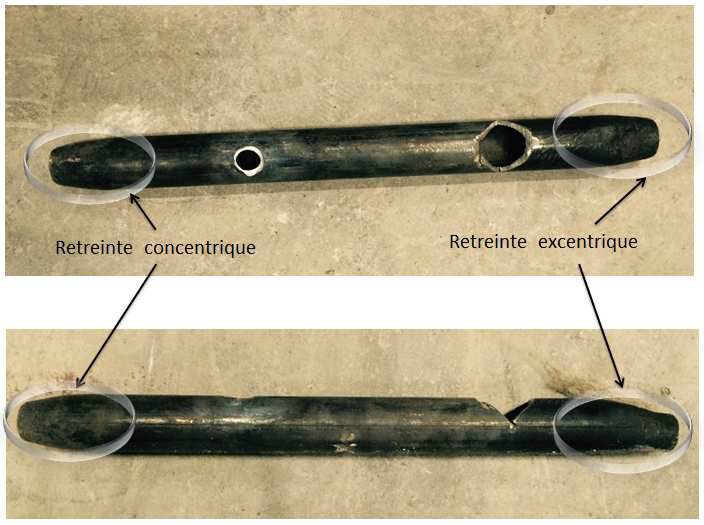
Exemple de réalisation de 2 retreintes (centrée & excentrée) à chaud sur tube acier
Introduction
La retreinte est une réduction de diamètre d'un tube. L'idée étant de diminuer le diamètre d'un tube (sur toute sa circonférence) pour que celui-ci puisse être juxtaposé à un tube de diamètre inférieur.
Besoin
Deux rétreintes doivent être réalisées sur un même tube à chaque extrémité de celui-ci.
- Une retreinte centrée (A);
- Une rétreinte excentrée(B).
Dans cet exercice, j'ai décidé de n'opérer aucune 'coupe' à la scie.
Cet article est non exhaustif quant-à la marche à suivre; Il est par défaut une simple présentation rapide des actions à entreprendre.
Outils nécessaires
- Une enclume;
- Un chalumeau oxyacétylénique;
- Marteau(x) adéquate(s).
(A) - Pour un tube acier de 1", des martelages à chaud sur enclume ont été réalisés pour obtenir une rétreinte centrée.
Mode opératoire
- Chauffage du tube au chalumeau jusqu'à obtention d'une texture façonnable (le segment du tube à travailler devient orangé);
- Martelage à chaud du tube sur une enclume via un marteau adapté;
- Le tube est tourné d'un quart de tour et chauffé de nouveau au rouge avant tout nouveau martelage;
- Vérification du diamètre souhaité en cours de forge;
- Une fois la retreinte obtenue (on juxtapose la pièce de rajout pour contrôle), découpe du reliquat de la longueur potentiellement générée et finition à la lime plate de l'extrémité façonnée.
(B) - Pour un tube acier de 1", des martelages à chaud sur enclume ont été réalisés pour obtenir une rétreinte excentrée.
Mode opératoire
- Chauffage de la moitié du tube (moitié de la circonférence du tube) au chalumeau jusqu'à obtention d'une texture façonnable (le segment du tube à travailler devient orangé);
- Martelage à chaud de la partie du tube à 'écraser' sur une enclume via un marteau adapté;
- Vérification du diamètre souhaité en cours de forge;
- Une fois la retreinte excentrée obtenue (on juxtapose la pièce de rajout pour contrôle), découpe du reliquat de la longueur potentiellement générée et finition à la lime plate de l'extrémité façonnée.
Avantages
- Évite toute prise de côtes et de sciages sur le tube à façonner;
- Aucune soudure pour joindre les bords coupés rabattus (cas de la retreinte coupée);
Inconvénients
- Nécessite de bien marteler le tube à travailler;
- Gérer à la fois son chalumeau, son marteau et sa pièce;
- Le façonnage peut être long sur des diamètres du tube importants > 1".
Le martelage n'est pas une opération simple; heureusement des collègues m'ont aidé quant-à la façon de faire ;-). Cependant, on comprend vite qu'un plombier n'est pas un forgeron de métier, mais que la forge est une véritable discipline à part entière qui nécessite de nombreuses années d'expérience.